Stratasys Neo is the ultimate stereolithography additive manufacturing platform
It is 2012, and in the year that Britain is enjoying the London Olympics and Queen Elizabeth II’s diamond jubilee, a home-grown 3D printer service company is facing an enormous decision. After spending years servicing stereolithography (SL) additive manufacturing machines, Aylesbury-based RPS noticed that a lot of its customers were requesting modifications to the machines it was supporting.
Clearly, there was an opportunity here to improve the way things were done. The RPS team decided to take the lessons it had learned modifying SL machines and transferred this knowledge to a new project – developing a new machine.
The result is the Neo range of machines. These take SL 3D printing to the next level with an insightful array of upgrades and tweaks to a printing process dating from the 1980s to produce a system capable of making industry-leading parts.
David Storey of RPS explained the thinking at the time to Industrial Process News: “We knew what people wanted and saw a gap in the market for a truly brilliant 3D printer. Our goal was to build the best quality parts in a large industrial platform with an open system that could facilitate the step change in the development of new functional polymers.”
The machines were a big hit, with companies such as Williams Racing, Clarks and Ogle Models & Prototypes embracing the systems. Eventually, Stratasys bought the company, enabling it to bring this market-leading solution to countries all around the world.
How it works
SL systems employ an ultraviolet laser to cure the surface of a UV sensitive liquid polymer.
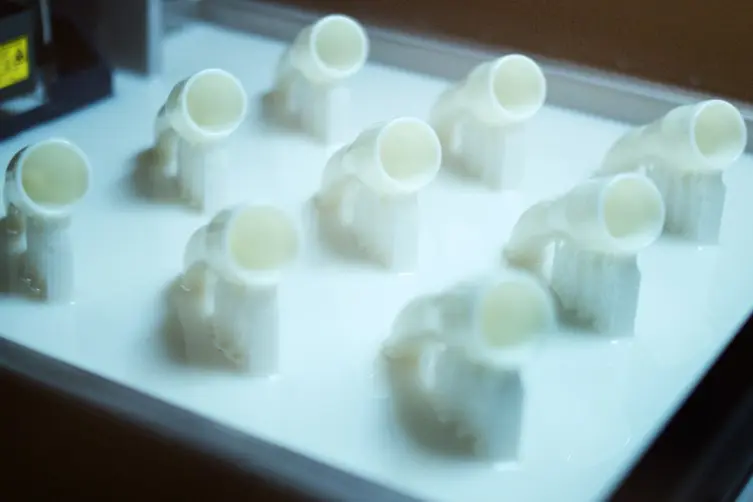
Once the part is positioned in the desired build orientation, the part file is sliced into multiple layers (as fine as 0.05mm). The process starts with the build platen positioned just under the surface of the liquid resin.
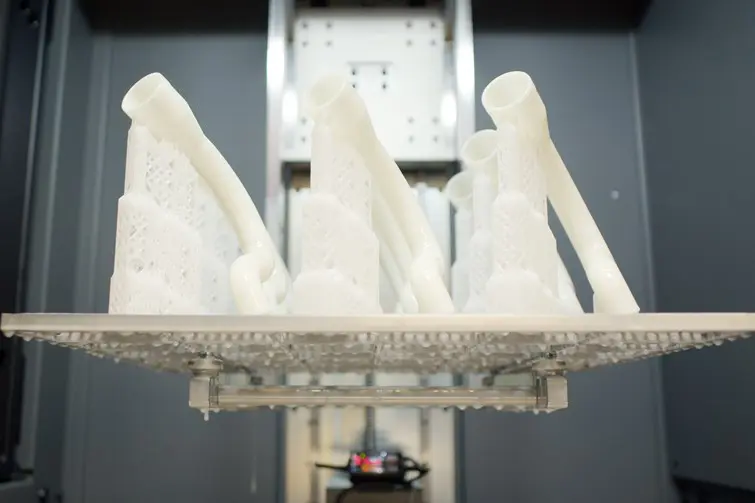
Beginning with a support structure and the first layer of the part, the laser scans and solidifies the first layer of the build. The build platen is moved down by a build layer in the Z axis, and a re-coater arm sweeps across, adding a fresh layer of resin on top. The process is then repeated, layer upon layer, until the build is finished. Once all layers are complete, the Z stage is lifted up from the resin bath, and excess uncured resin is allowed to drain from the platen back into the resin vat to be used again.
Stereolithography parts are renowned for their incredibly smooth finish, high feature detail, good repeatability and high levels of accuracy. But not all machines are equal. The Neo range is aimed at organisations that need to produce larger parts at production-quality levels, along with those that deal with high volumes of prototypes, tools or master patterns.
Improving SL
One of the improvements that RPS made to the SL process was in the construction of the machine itself. Neos are all made from high tolerance steel section, which makes the frame of the machine much stiffer than its competitors. This limits the amount of potential wobble caused by people walking around the machine when printing, resulting in a more accurate overlay and smoother, more dimensionally accurate parts.
It was important for the inventors of the machine that there was no restriction to a limited list of materials from one supplier, so the Neo range takes an open approach, making it compatible with any 355 nm hybrid resin.
Another important area of distinction is in the laser used. A 2-watt Spectra-Physics laser pairs with Scanlab optics in the Neo800 and 450S models. The laser is typically run at 40% of its power when processing most materials.
This helps improve reliability of the machine and provides extra headroom for new materials as they come to market. The spot size of the laser can be changed, enabling it to be focussed for very fine detail. The end result is fast build speeds, better surface quality and improved feature detail and accuracy.
The designers of the Neo machines focussed on reliability, and made sure that only the components and sensors that were absolutely necessary were used in the design of the machine. They appreciated from their experience in servicing and supporting other SL machines over the years that fewer components mean less can go wrong. This theory was reinforced by a recent survey of the user base, which showed just one failure per year across it.
 Titanium software
Titanium software
 Titanium software
Titanium softwareMore improvements to the SL printing technology are found in the Titanium software that runs the machine. Developed by a team of in-house engineers, this contains a lot of time-saving features to improve the productivity of the system.
Titanium also features a unique viscosity tracker, which reminds you to take a regular test of the resin and plots the results on a histogram, alerting you if there are any significant changes to the readings. In addition, the software enables full part traceability, which is essential for many quality assurance procedures. Titanium Assistant gives users remote access to the machines from anywhere in the world. A camera lets you view an image of the build’s progress, along with the ability to monitor the job queue.
There are currently three machines in the Neo range. The flagship, the Neo800, has the largest build volume at 800 x 800 x 600 mm, which is 24% larger than its nearest competitor, within the same footprint.
Its smaller cousin, the Neo450s, uses the same laser as in the Neo800, giving it similar speed and surface finish advantages, but has a smaller build size at 450 x 450 x 400mm. The lower cost Neo450e has a slightly less powerful laser, making it about 40% slower than the 450s, but has the same build volume available, producing the consistent, repeatable parts common to all the models in the range.

Curing the part
Parts that come out of the machine are 95% cured but need a little help to finish them off. The machine operator takes the entire platform to a processing area, thoroughly rinses it in propylene carbonate, TPM or IPA, blows off any excess resin with an airline, then breaks any support structures away. Once the part has dried and is free from any excess resin, it is popped into a UV curing oven for about ten minutes, and then it is ready. No direct heat is required for this, simply UV light.
One of the benefits of the Neo’s refinements to the SL process is that finishing times can be reduced by 50% compared to other systems, thanks to the sidewall quality of the parts. Those that have used the Neo systems often comment on the very low shrinkage, curling or distortion rates of the parts when compared to some other systems.
David Storey summed up the appeal of the Neo system in an interview with TCT Magazine: “The Neo is a technically advanced product packed with great benefits and features, and significantly raises the bar and expectations within the field of SL printing. We developed the Neo 3D printer to drive forward and transform the expectations of stereolithography. Thankfully, gone are the days of hand finishing poor quality parts from fragile materials. Neo printed parts rival both the quality and accuracy of injection moulded parts directly from the printer.”
If you would like to find out how the Neo range of SL additive manufacturing machines could benefit your business or would like to see them in a live production environment, get in touch with us by calling 01295 672599 or by emailing [email protected].
RETURN TO NEWS

HAVE A QUESTION? ASK OUR UK-BASED 3D PRINTING EXPERTS.